
For you engineerds, the experiment is a central composite design with three center points. For the non engineers, basically all you need to know is that this design can measure the amount of variance in a process, so the results should have statistical significance - even from a small sample size.
I used a contact angle goniometer to measure water contact angles, which are an indicator of surface energy. Low contact angles = high surface energy = better bonding. For a little perspective, polycarbonate has a contact angle of 78*, and ABS has 71* - both are considered to be fairly bondable polymers.
Regression Statistics
Multiple R 0.938567996
R Square 0.880909883
Adjusted R Square 0.761819766
Standard Error 11.71344554
Observations 11
ANOVA
df SS MS F Significance F
Regression 5 5074.521422 1014.904284 7.397002412 0.023275481
Residual 5 686.0240324 137.2048065
Total 10 5760.545455
Coefficients Standard Error t Stat P-value
Intercept 65.06119535 6.761841209 9.621816505 0.000205602
Factor A - Distance -16.46464646 4.162191634 -3.955763672 0.010788402
Factor B - Time 1.54040404 4.162191634 0.370094454 0.726471486
A^2 -15.48776579 4.9963464 -3.099818257 0.026858716
B^2 -19.82450048 4.9963464 -3.967799447 0.010659545
AB -6.5 5.856722771 -1.109835697 0.317573497
Sorry that's so butchered... not sure of the best way to plug in spreadsheet data.
Anyway, the distance from the flame is significant linearly and exponentially (has curvature), and time is significant with curvature. Also, 76% of the data is explained by this model, indicating these two factors are the key elements in flame treatment (duh...)
Now we can use this data to generate a surface plot, which will tell us the optimum value for each factor.
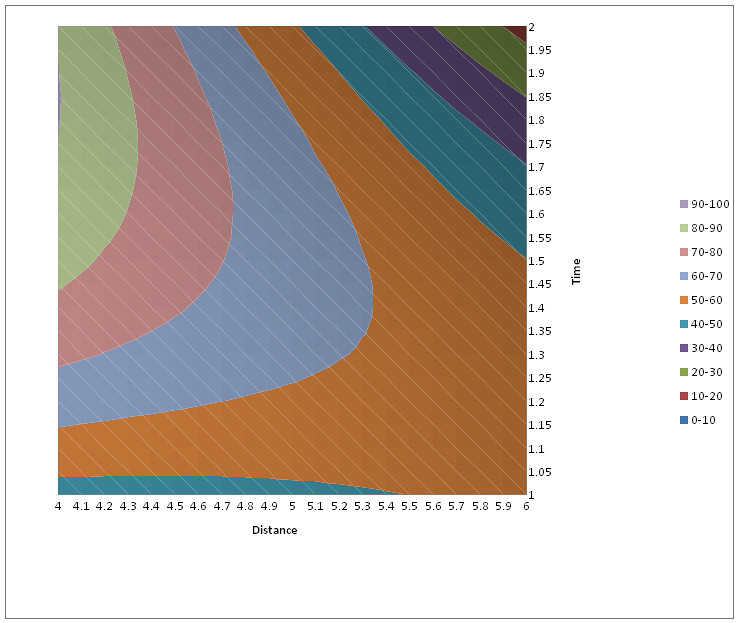
See that tiny little spec of purple on the left? That's our optimum - 4" from torch tip and 1.7 to 1.9 seconds of treatment time.(per 1/2x1/2" section) This region produces a water contact angle of 46*. Now this probably isn't a surprise to all of you, but now we know those values are repeatable and will result in a good bond!
Thanks for reading!

